The Yamaha GPX System
The Yamaha GPX refers to a specific soundboard design used in their grand pianos, primarily the concert grand models. It's a proprietary system that optimizes soundboard resonance and consistency, leading to a more vibrant and responsive piano sound.
Return to "The 5 Levels of Yamaha"
This GPX system involves scientific scanning, treatment, shaping, and cutting of soundboards to maximize resonance and ensure consistency. [1, 2]
Here's a more detailed look: [1]
• GPX and Soundboard Optimization: Yamaha's GPX system focuses on optimizing the soundboard design to achieve maximum resonance and consistency.
• Soundboard Treatment: The GPX system includes techniques like scientific scanning, shaping, and cutting of soundboards to ensure each piano has the optimal soundboard for its individual needs.
• Improved Tone and Consistency: The result of the GPX treatment is a piano with a more vibrant, present, and resonant sound, with a consistent tonal quality.
• Concert Grand Application: The GPX system was primarily used in Yamaha's concert grand pianos, which benefit from the enhanced sound quality.
X Marks the Spot: One of the major changes that has become pivotal in the making of this new grand piano is the GPX system. GPX refers to Grand Piano “X” soundboard design. According to Hirota from Yamaha, “the GPX soundboard leveraged in-house techniques and proprietary technologies to help our engineers better understand the outcome of energies from specific soundboard designs when integrated with the rest of the piano.  When combined with the traditional craft of soundboard building, these methods allowed us to improve not only the design and building process, but the outcome and consistency of the soundboard.”
When combined with the traditional craft of soundboard building, these methods allowed us to improve not only the design and building process, but the outcome and consistency of the soundboard.”
Trees, by nature are anything but uniform. It’s as if Yamaha devised a way to scientifically scan, treat, shape and cut the soundboards for each piano to optimize maximum resonance. With this proprietary predictive technique, it allows them to marry the soundboard to the rest of the piano for ultimate tone and consistency. The GPX proved to be integral to the new concert grand pianos. Having had the pleasure of playing these pianos, it’s apparent that the new Yamaha design of pianos feel very live, present and resonant – much more than I have experienced with former models. While Yamaha pianos were great before, this new GPX manufacturing technique has pushed dynamic possibilities to yet higher standards.
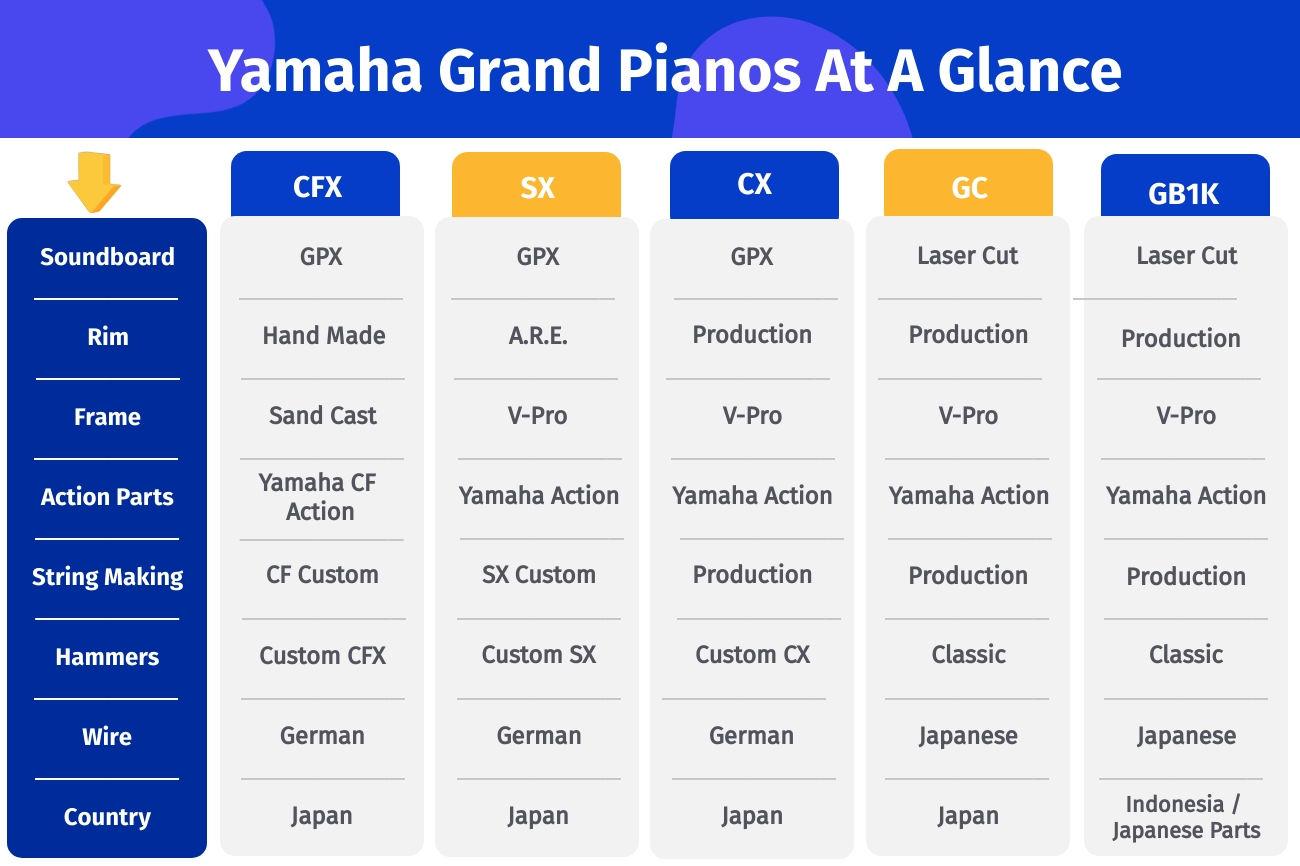
All Yamaha pianos are very high-quality instruments and while there are differences among the tiers of grand pianos, Yamaha DNA of manufacturing excellence is present in all of our instruments. The five lines of pianos from the top down are CF, SX, CX, GC and GB1K. CF is the highest tier and is built in our Concert Piano Workshop, a separate workshop within the Kakegawa facility. The CFX is our flagship instrument, designed for concert level performance and concert venues. The SX has a different voice. It’s almost like a ‘personal concert piano’. Often owned by professors or professionals, the SX offers a more intimate sound. Next is the CX series, our most popular level of our grand pianos. Many of the “X” concert procedures are featured in this line. After that is our GC series. It is more cost effective than the CX line and reminiscent of yesteryear’s C line. And finally is the GB1K – not exactly a line of pianos but an entry into Yamaha grands. It differs in that it is the only grand piano that is manufactured in our Indonesia factory with most of the parts coming out of Japan.
 Starting from the wood components, each level vary in selection of materials and resources designated to each level of manufacturing. All of our wood is naturally seasoned for at least 6 months. It is then graded and re-evaluated after kiln drying. Soundboards make up only about 10-15% of the wood at Kitami. And of that 10-15%, only 1% of that 10 to 15% goes to our CF line of concert instruments. This top 1% wood is delivered as kiln dried planks to the CF workshop where they build rims, frames and custom soundboards for each piano. From ‘farm to table’, the CF piano can take up to 3 years to build. It is our highest level of hand-crafted instruments, the pinnacle of manufacturing. Each level thereafter, receives grading of wood according to its level. SX and CX have the grand piano “X” treatment (GPX) but their soundboards are handled in a more streamlined production line process at Kitami. Next, the GC and GB1K soundboards are cut by laser, still rendering these precision instruments.
Starting from the wood components, each level vary in selection of materials and resources designated to each level of manufacturing. All of our wood is naturally seasoned for at least 6 months. It is then graded and re-evaluated after kiln drying. Soundboards make up only about 10-15% of the wood at Kitami. And of that 10-15%, only 1% of that 10 to 15% goes to our CF line of concert instruments. This top 1% wood is delivered as kiln dried planks to the CF workshop where they build rims, frames and custom soundboards for each piano. From ‘farm to table’, the CF piano can take up to 3 years to build. It is our highest level of hand-crafted instruments, the pinnacle of manufacturing. Each level thereafter, receives grading of wood according to its level. SX and CX have the grand piano “X” treatment (GPX) but their soundboards are handled in a more streamlined production line process at Kitami. Next, the GC and GB1K soundboards are cut by laser, still rendering these precision instruments.
By 2012, the ever-so-popular C line of grands then received the GPX treatment of soundboards and re-design designating them CX. While the S series had been previously established, it took on a whole new level after the X series was implemented. As well, the 2 lines of SX and CX feature new cabinets, hammers and wire along with new scale designs.
 The SX series of grands has been developed in between the CX line and the CFX concert level. It has a different voice. We like to think of the CFX as a concert piano and as such, it’s voiced primarily for concert settings. It’s often placed in a large venue and so the SX (also with GPX soundboards and re-design) has been intentionally designed with our A.R.E. processing – a type of wood enhancement through torrefaction (Thermochemical process that aims to decrease the water and volatiles contents from the biomass)
The SX series of grands has been developed in between the CX line and the CFX concert level. It has a different voice. We like to think of the CFX as a concert piano and as such, it’s voiced primarily for concert settings. It’s often placed in a large venue and so the SX (also with GPX soundboards and re-design) has been intentionally designed with our A.R.E. processing – a type of wood enhancement through torrefaction (Thermochemical process that aims to decrease the water and volatiles contents from the biomass)
The A.R.E. is the process of fast-tracking the aging of wood of the rim to bring about more resonance like aged guitars and violins. Kakegawa handles curing of wood.
 When you change the rim, you change the tone. Everything about pianos is inter-related. It requires a different soundboard and subsequently different hammers. Because it is a slightly higher grade than the CX line, it also has a higher grade of wood as well. The curing of the wood on the SX line takes several weeks to complete. It’s quite a controlled process.
When you change the rim, you change the tone. Everything about pianos is inter-related. It requires a different soundboard and subsequently different hammers. Because it is a slightly higher grade than the CX line, it also has a higher grade of wood as well. The curing of the wood on the SX line takes several weeks to complete. It’s quite a controlled process.
To recap, you have CFX at the top, built in the small Concert Piano Workshop – where just about everything is made by hand, receiving kiln-dried planks from Kitami. The wood for the rest of the lines is more production line process. The SX and CX lines have parts that are kiln-dried at Kitami but the SX has extra age-enhanced (for lack of a better term) rims and slightly higher-grade materials. And all the soundboards for SX and CX are precision cut by laser and once wood parts are processed for SX and CX lines, as well as the GC series, they’re then sent over to Kakegawa where they receive additional evaluation and are seasoned for destination prior to assembly.
After the CX line of pianos is our very popular GC series. It’s a value priced C grand that doesn’t include the GPX soundboard and is reminiscent of the former C1 and C2. They hold their own and are a joy to play. There are only 2 sizes in this line. One thing that sets Yamaha apart even our most basic pianos is that we do our own wood procurement and processing. Often times wood is outsourced. Not so with Yamaha. We have our own wood scouts and wood graders at Kitami and so pianos from the CF, SX, CX and GC all go through our Kitami mill. That leaves our GB1K, which is a unique grand model. The majority of its parts and components come from Japan and are then shipped to our Yamaha factory in Indonesia for assembly.
 Iwata houses the cast iron foundry. The majority of Yamaha frames are what they call V-Pro.
Iwata houses the cast iron foundry. The majority of Yamaha frames are what they call V-Pro.
V-Pro, an abbreviation for Vacuum Processed was first applied with Yamaha shortly after that process was patented. Rather than sand casting by gravity, the V-Pro frames in essence apply a vacuum to the mold and subsequent suction moves the molten iron into place. The end result is very consistent and very precise. We do the CF pianos in sand cast but the majority of our instrument frames are made by V-Pro.
Contrary to popular belief, we use a combination of materials in the CF piano frames that are implemented at different times during the casting process. This is not possible using the V-Pro method, and so we do traditional sand casting for those pianos. Special care is taken when casting CF frames in order to optimize its attributes. Because of this, the preferred method is traditional sand casting by hand.
 Once the wood and cast iron are made and seasoned for destination, they are then moved to Kakegawa for assembly, that’s where the pianos really come together. Rims, frames and cast iron are shipped there and parts are fitted. This includes all cabinet pieces, action parts, keys and stringing. The pianos then move through an automated key striking machine that depress the keys about 300,000 times to settle all of the new parts. The pianos are then regulated, tuned and polished.
Once the wood and cast iron are made and seasoned for destination, they are then moved to Kakegawa for assembly, that’s where the pianos really come together. Rims, frames and cast iron are shipped there and parts are fitted. This includes all cabinet pieces, action parts, keys and stringing. The pianos then move through an automated key striking machine that depress the keys about 300,000 times to settle all of the new parts. The pianos are then regulated, tuned and polished.
The Concert Piano Workshop handles the top regulation of the concert instruments. Regulation refers to the small adjustments to the action parts and keys to make the pianos responsive to the performer. Voicing, altering the piano’s tone also happen on the CF pianos in the Concert Piano Workshop. For these pianos, there aren’t really limits to these processes. When it’s done, it’s done. The SX line receives similar treatment from the Concert Piano Workshop for regulation and voicing. The CX and GC pianos, however are worked on in the production line, the CX line receiving a minimum of 3 levels of regulation refinements. Substantial time is allotted for each piano bring out each piano’s maximum potential in touch and tone.